信息摘要:
隨著國家一帶一路政策深入推進,配套工程機械用鋼絲繩迎來新的機遇和挑戰,特別是隨著進口工程機械以及國內起重機械大型化的發展,要求鋼絲繩應具有高破斷拉力,促進了高強度
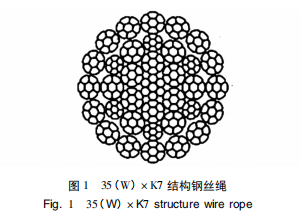
隨著國家“一帶一路”政策深入推進,配套工程機械用鋼絲繩迎來新的機遇和挑戰,特別是隨著進口工程機械以及國內起重機械大型化的發展,要求鋼絲繩應具有高破斷拉力,促進了高強度、高破斷、高耐磨、抗旋轉多層壓實股鋼絲繩需求持續增加。本公司多次接到國內大型起重機械主機單位批量鋼絲繩訂單,要求鋼絲繩直徑35.5mm,最小破斷拉力1050kN,微旋轉、耐磨性好。查閱標準GB/T 20118、GB8918,相同直徑范圍產品均無法滿足客戶最小破斷拉力要求0-1,對比YB/T5359一2010標準力學性能表發現相同結構面接觸產品較普通結構整繩破斷拉力高12%0,符合客戶高破斷拉力要求,而35(W)×7是典型的抗旋轉結構鋼絲繩,基于以上分析最終選定面接觸35(W)xK7結構鋼絲繩,公稱抗拉強度1960MPa,35(W)×K7結構鋼絲繩如圖1所示。
面接觸壓實股鋼絲繩常見生產方法有異型鋼絲捻制、鍛打法、模拉法、軋制法。其中模拉法因操作簡單和對設備要求低成為國內壓實股鋼絲繩生產的首選方法,但模拉法生產因成股過程中鋼絲塑性變形大國,無論成材率、生產效率都很低,難以批量供貨,需要新的生產方式及工藝。
隨著鋼絲繩生產企業生產技術及工藝裝備的改進,為面接觸鋼絲繩生產方式及工藝創新提供了有利條件,公司結合自身特點,擬定了捻股模拉+合繩鍛打組合生產方案,通過試驗,合理優化壓縮率分配,降低捻股模拉壓縮率,提高鋼絲繩密度系數國,解決單一捻股模拉生產因壓縮率高導致成材率、生產效率低的難題。
1. 35(W)xK7雙壓實面接觸鋼絲繩工藝參數確定
為便于計算鋼絲繩工藝參數,對部分參數定義如下。d為外層股徑,d,為粗股直徑,d,為細股直徑,d為第一內層股徑,d,為中心股徑,d。為模孔直徑;6為外層絲徑,6,為內層粗絲絲徑,62為內層細絲絲徑,6;為第一內層絲徑,6:為中心股絲絲徑,d為模拉前股徑。
1.1鋼絲繩捻距確定
捻距是鋼絲繩重要參數之一,捻距影響鋼絲繩產品的柔軟性、疲勞性等性能。同時對結構伸長、產品直徑等參數也有影響。結合多年生產經驗,外層繩捻距倍數取值范圍6.5~7.0,選取6.7,內層繩捻距倍數取值范圍6.0~6.5,選取6.3。
1.2鋼絲繩直徑確定
根據訂單要求,整繩破斷拉力值由公式F。=
KxDP×Ro/l000得出,其中,F。為整繩破斷拉力,kN;K為最小破斷拉力系數;D為鋼絲繩直徑,mm;R。為公稱抗拉強度,MPa。鋼絲繩直徑D=35.3
mm,圓整取值D=35.5mm。
成品合繩在線鍛打壓縮率Q取值5%~8%,選取8%,據公式D。=得出D。=37mm,式中i-0
D。為鍛打前鋼絲繩直徑,mm。
1.3鋼絲股拾距確定
結合多年生產經驗,股捻距倍數選取8.5。
1.4鋼絲繩股徑確定
由產品結構可知外層繩為西魯式,查表得捻制系數m=6.469,據公式d=D。/m,得d=5.72mm。
由產品結構得出產品內層繩直徑D,=25.6mm。
內層繩為瓦林吞結構,查表得捻制系數m,=
4.361,由公式d;=D,/m,得d,=5.87mm查表得瓦林吞各股直徑比:d:d2=1.3,d:d4=
1.25,d;:d=1.3由此得其他各股直徑為d4=4.52mm,d=
5.65mm,da=5.87mm。
1.5拉拔模孔直徑確定
模拉股因變形的鋼絲要發生一定量的彈性回復,故模孔直徑較面接觸股徑略小。據測定變形反彈范圍d=(1.001~1.004)do,可忽略,即股徑等同于模孔直徑。
1.6鋼絲直徑確定
股模拉壓縮率q取值范圍8%~12%,選取10%,據公式d=計算模拉前對應各股股徑。
M-g分別得出d'=6.03mm,d'=6.18mm,d=
4.76mm,d'=5.96mm,d;'=6.18mm。由股結構查表得捻制系數m=3.0,據公式8=d/m,分別得出6=2.01mm,81=2.06mm,62=1.59mm,6=
1.98mm,6:=2.06mm。
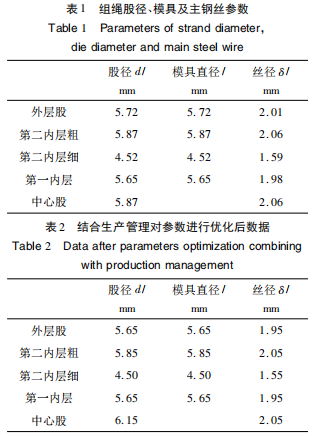
1.7工藝參數匯總
經過設計計算,組繩股徑、模具及主鋼絲直徑見表1,對參數進行優化后的數據見表2。
2試生產過程
2.1鋼絲生產
壓實股生產,鋼絲在成股過程中會再次塑性變形,為保證捻股模拉順利進行,對制繩鋼絲的性能要求更嚴格。從線材牌號、規格、開坯、熱處理、拉絲配模都經過精心篩選優化,整個鋼絲生產過程實行大盤重定尺生產,拉絲工藝制定在滿足鋼絲其他性能指標情況下重點優化鋼絲韌性指標,為下道捻股模拉創造條件。
2.2拾股生產
捻股模拉是面接觸鋼絲繩生產的難點,對設備牽引力、穩定性要求很高。通過對6/GC500設備傳動
-收線-牽引系統改造、模具潤滑和循環水冷卻系統的完善,最終滿足生產要求。多層股鋼絲繩股數多且要經過多次合繩,往往單股尺寸超出范圍,導致最終鋼絲繩直徑超差,股間隙不均勻、鋼絲繩表面不平等問題,因此控制壓實股直徑精度很關鍵,通過目測、測量等手段監控壓實股生產過程,確保產品質量。
2.3合繩生產
合繩分2道工序,外層繩合繩和內層繩合繩。
因其產品有抗旋轉性要求,故外層繩捻法與內層繩捻法相反,內層繩股選擇交互捻法,外層繩股選擇同向捻法,這種捻法使相鄰層鋼絲接觸面積較大,鋼絲間相對滑動阻力增加,一定程度上提高繩股受力均勻性。
2.3.1內層繩合繩
內層繩為瓦林吞結構,采用交互捻、等捻距一次捻制,為保證內層繩緊密,消除部分加工應力,內層繩生產采用在線鍛打,鍛打前調節各股張力使其保持基本一致。內層繩生產重點是控制直徑,直徑小起不到支撐作用,內外層容易脫層;直徑大成品鍛打壓縮率大,相鄰層鋼絲受損嚴重,成品縫隙增大且易超直徑。因此內層繩捻制要緊密,繩徑控制0~2%,保持應力狀態,自然狀態下內層繩旋轉不超過2圈。
2.3.2外層繩合繩
外層繩合繩是鋼絲繩生產關鍵工序,最終體現產品實物質量。生產前選用合適鍛打模并檢查鍛打模具表面質量,調節各股張力基本一致,預變形工藝按照微松散工藝要求給予一定的預變形量,調整主設備車速與鍛打設備頻率實現在線鍛打,保證單位長度鋼絲繩鍛打次數,以去除部分加工應力,提高鋼絲繩重量密度系數,根據現場生產狀態通過放線翻身機構調整內層繩加捻的速度,保證鋼絲繩鍛打后表面股繩光滑,各股縫隙均勻,自然狀態下產品平直,內外層無脫層、無伸長縮短現象。
2.3.3產品檢測
鋼絲繩產品經公司質量管理部綜合檢測,表面質量達到客戶要求,鋼絲繩直徑為35.68~36.18
mm,平均直徑35.84mm,其他各項指標符合YB/T5359-2010要求,關鍵指標破斷拉力通過400t臥式拉力機檢測達到1150kN,滿足客戶要求。
3結語
面接觸鋼絲繩因其耐疲勞、耐磨損、高破斷、抗擠壓等特點一直受到工程機械行業青睞,也是鋼絲繩生產企業難點。近幾年來多層不旋轉面接觸鋼絲繩在旋挖機、大型起吊行業有取代普通多層股鋼絲繩趨勢。通過捻股模拉+合繩鍛打生產方式優化分配捻股模拉壓縮率,解決面接觸鋼絲繩生產瓶頸,為批量生產創造條件。通過鍛打促使各股變形受力趨向一致,減少各繩股應力差,提高鋼絲繩密度系數,減少產品結構伸長,有利于整繩破斷拉力提高,上述結論從產品多次整繩破斷測試斷股根數及狀態得到證實。經過反復小批量生產驗證捻股模拉+合繩鍛打組合生產面接觸鋼絲繩已基本穩定,作為面接觸生產優選方案已實現批量供貨,市場反饋良好。







